
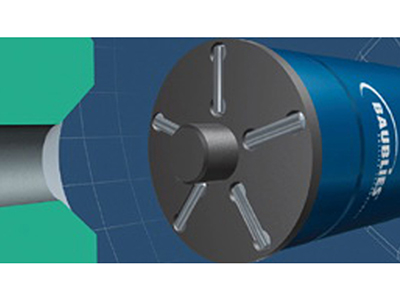
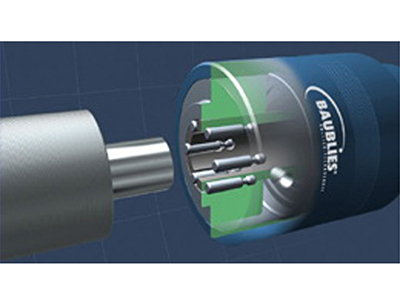
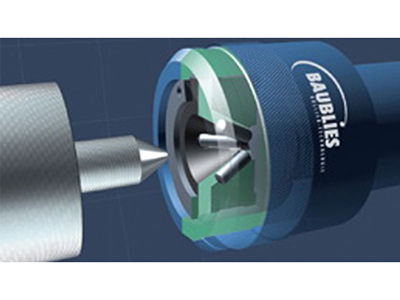
内锥滚光刀
1. 高效率滚光加工
2. 与锥度完美帖合
3. 粗糙度可达Ra0.1以内
内锥孔多辊滚光刀-IRG-K/最小直径Ø 4mm | |||
|
| ||
技术资料 | |||
| |||
内锥孔多辊滚光刀-IRG-K | |||
加工位置 | 内锥孔 | ||
直径范围 | ≥ Ø 4mm | ||
辊针 | 根据需要确定 | ||
标准刀柄 | 圆柄(可选择有无扁位)或锥柄 | ||



可选工具设备 | ||
VDI或HSK刀柄等 | ||
内冷 | 冷却液压力可达8 bar | |
使用参数(请注意,此信息仅供参考) | ||
工件余量 | 0.01mm | |
滚压量 | 0.1~4mm | |
润滑 | 乳化液或油;经过过滤的润滑剂(< 40 µm)可提高表面质量和刀具寿命。 | |
工件前处理 | 表面粗糙度达到Rz 15 µm以下 | |
工件硬度 | HRC45 | |
切削速度Vc | 高达40m/min;转速是在圆锥大径基础上计算。 | |
进给速度F | 0.1 - 0,3 mm/rev,退刀时使用快动 | |
在压力下保压时间 | 5 - 20转 | |