深圳市兴瑞工具技术有限公司
联系人:侯先生
手机:156 2283 0093
电话:0755-2320 7047
邮箱:jason@sunairflow.com
网址:www.sinritool.com
地址:深圳市宝安区松岗街道华美路1号禾美中心工业综合楼二楼

深圳市兴瑞工具技术有限公司
联系人:侯先生
手机:156 2283 0093
电话:0755-2320 7047
邮箱:jason@sunairflow.com
网址:www.sinritool.com
地址:深圳市宝安区松岗街道华美路1号禾美中心工业综合楼二楼
1、气刀概述
1.气刀dak (dynamic air knifes):
气刀的功能是擦去锌锅出口钢带上的锌,通过锌层控制系统控制锌层厚度。这一功能是通过气刀两个刀唇间产生的喷射气流执行的。钢带表面的厚度控制方法基于钢带每侧两个气刀的气体压力及与刀唇与钢带间的距离的调节(操作员在hmi激活该功能或选自动时这些功能被激发)。钢带表面的厚度控制方法是基于调节螺杆和螺母进而调节钢带每侧两个气刀的刀唇的截面积实现的。(横梁拆卸后直接用手动旋转调节)气刀由垂直和水平运动伺服马达完成垂直和水平两个方向的运动驱动。气刀从产生至今有诸多改进:第一,喷射介质由过热蒸汽改为压缩空气;第二,为了获得理想的镀层截面,把嘴均匀的缝形改为中间窄两头宽的不均匀缝形;第三,普遍采用了模拟电子计算机来控制气刀的空气流量,以此来自动控制锌层厚度。环形气刀
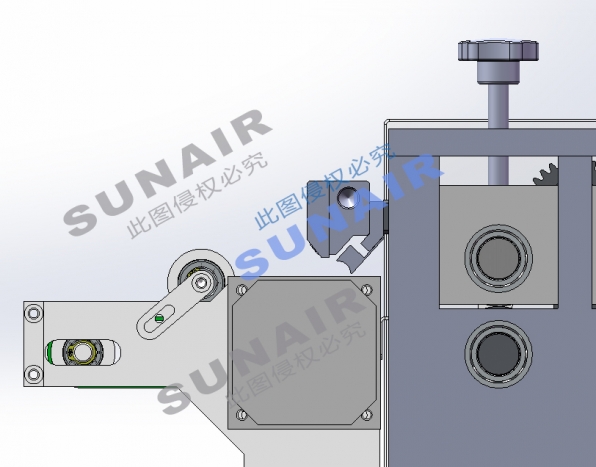
气刀设备
主要设备有沉没辊、稳定辊、气刀等。
2.沉没辊装置
沉没辊装置由沉浸在锌液中的沉没辊和锌液面上部的调节系统及跨架焊接结构体等三个部分组成。
(1)沉没辊的运转
锌锅中的沉没辊是一个被动的转向辊,完全靠带钢与辊子表面的摩擦力驱动。在生产过程中,沉没辊应一直处于运转状态。特别是在生产薄规格带钢时,应借助工具经常试探一下沉没辊是否在运行。
防止沉没辊停转的方法:
a在辊子表面加工沟槽,增大摩擦力。
b使用大直径沉没辊。沉没辊的直径越大,则带钢与辊子的包角越大,产生的摩擦力也越大。
c生产薄规格的带钢时,可适当降低预热炉或还原炉的温度,保证足够的带钢张力,或者适当降低机组运行速度,以便使沉没辊始终处于运转状态。
(2)沉没辊的纠偏作用
沉没辊防止带钢跑偏一般有两种方法:一是使沉没辊有一定的凸度,即辊子直径中间比两边大。但是沉没辊凸度的导正作用,只.
限于带钢的厚度均匀和板形良好时才能实现。另外,这种带有凸度,的辊子,存在一定的不足之处,也就是带钢不能灵活地在辊子上左右移动,当辊子的一端结疤时,易在带钢表面产生压印。因而,在生产实践中,大多数机组都不采用这种带凸度的沉没辊,而采用调整沉没辊斜度的方法来纠正带钢跑偏:当带钢向某一 端跑偏时,就把沉没辊的另一 端下降,直到带钢回到对中位置,再使沉没辊保持水平状态,其原理与凸度辊导正原理相同。超级气刀

联系人:侯先生
手 机:15889662153
电 话:0755-23503390
邮 件:jacky@sinritool.com
网 址:www.sinritool.com
地 址:深圳市宝安区松岗街道华美路1号禾美中心工业综合楼二楼
 |
 在线咨询
在线咨询